Closeup of two saw files and in the center a 3 square file
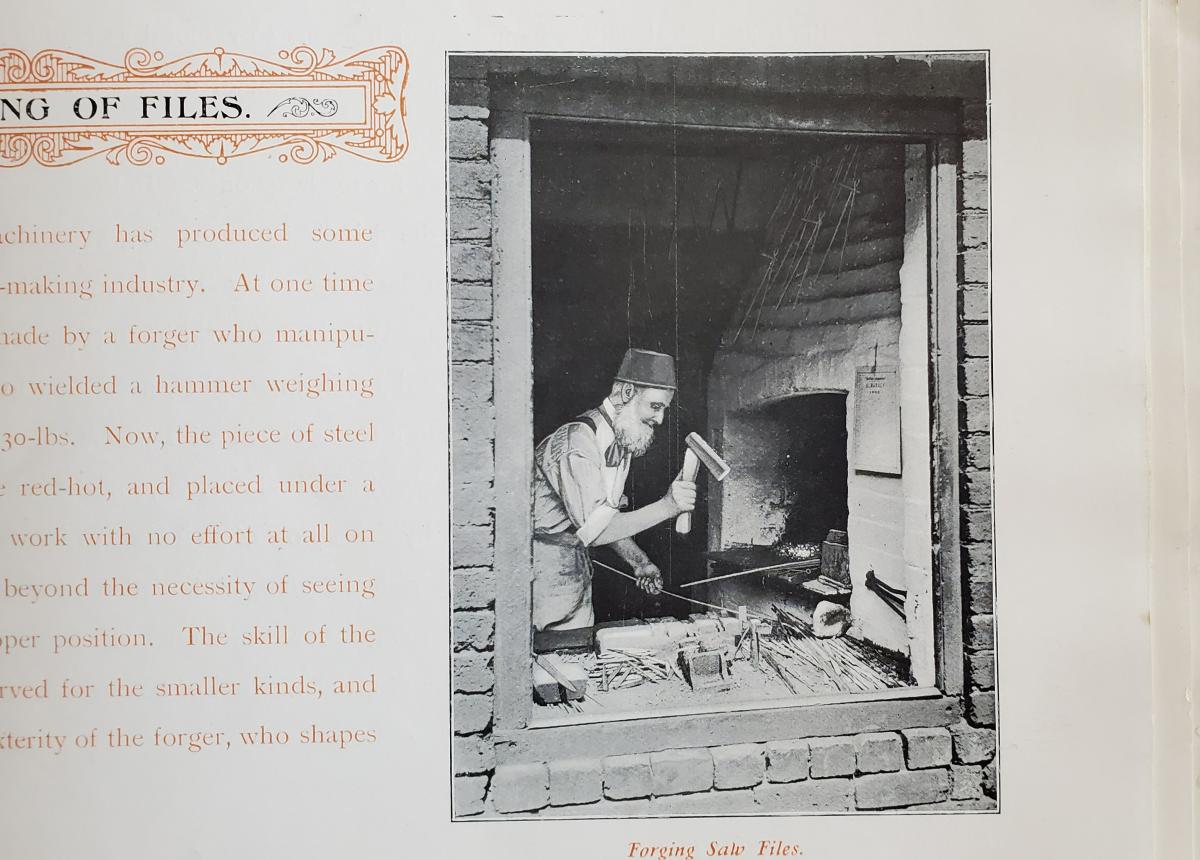
The three square file might have the dumbest name in the entire world of tools (all disciplines). The three square file is a three-sided file. It's not a saw file. It's not a square file; it's a three square file. What's the difference between a saw file and the far more expensive three square file? Before we answer this question, let's take a look at files were made in England around 1800. Hand forging saw files from bar stock. From the book "Handicrafts That Survive." 1902
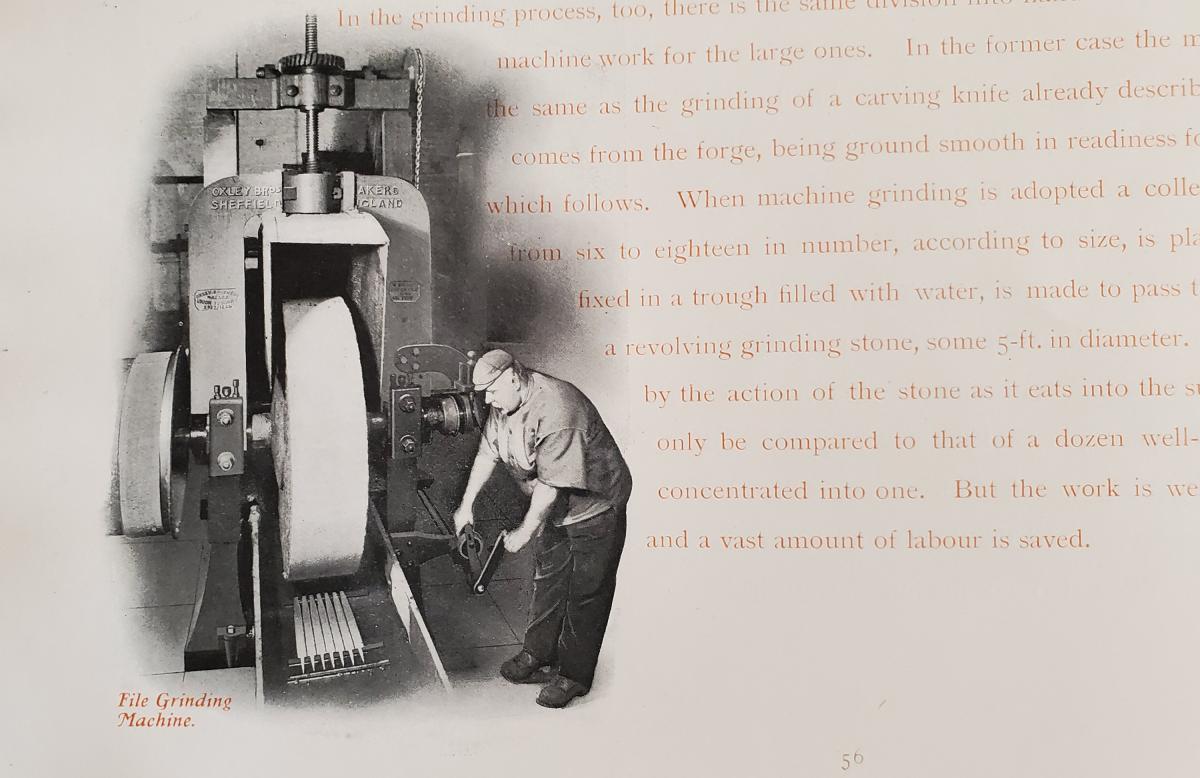
The first thing you need to do in making a file is forge steel into a triangular shape. By this time, the best files were made of cast steel via the Huntsman process. Unlike all the previous methods of making steel with cast steel, this method gives you a pure billet of material with no worries about impurities weakening the steel, especially in small files. You also got a consistent hardness. You could take steel billets and forge them into long rods. Then ,then using swage blocks and other useful blacksmithing tools, you could create triangular bits of metal that you could chop off into blanks. Machine grinding Files. In 1800, the grinding would have been done by hand. From the book "Handicrafts That Survive." 1902
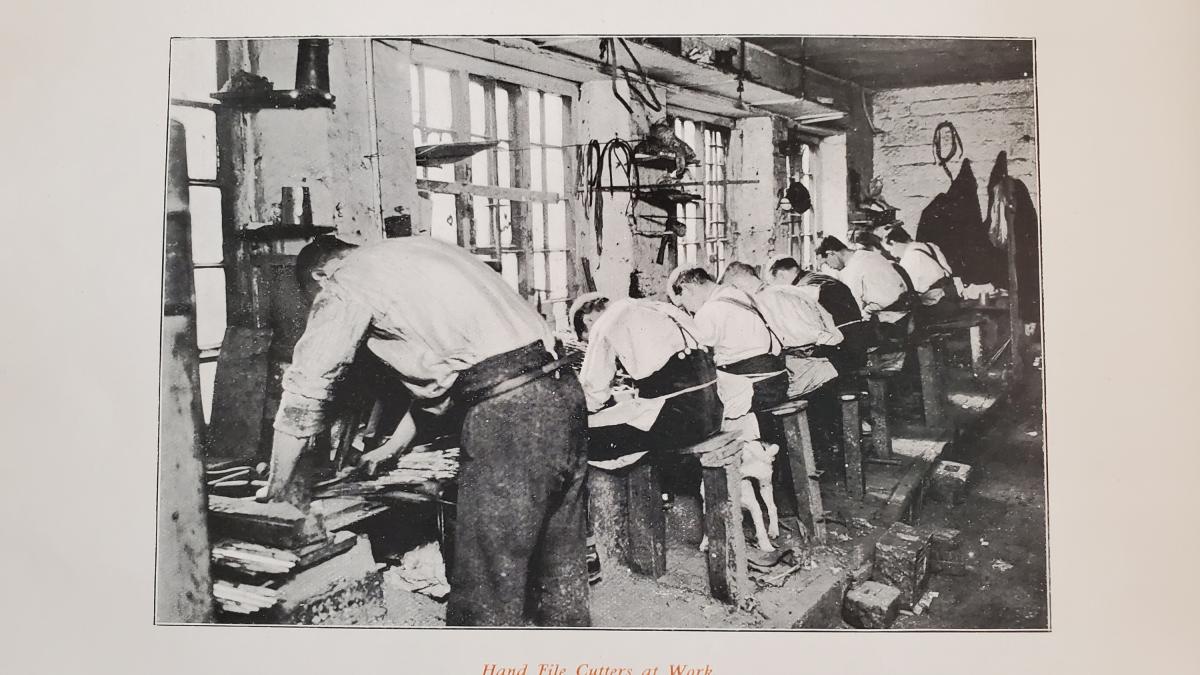
You can't really create even height file teeth unless the underlying forged blank is smooth. After forging the blanks would then get passed to a grinder, who would turn the rough forging into something smooth and regular so the teeth would come our all smooth and regular. Men hand cutting file teeth. From the book "Handicrafts That Survive." 1902
Then the files would get bundled up and given to the file cutters for teeth. In the early 19th century, this work would be performed in many cases by contract workers. Riders would go to the farms surrounding the factory and give out raw blanks and pick up cut blanks along with payment. Consignment work like this of all types was typical of the early factory system and typical of the work that subsistence farmers would do to earn needed brass during the winter months. Later this work was moved to the factory. According the the Sheffield tool historian Ken Hawley, file cutting - that is, the process of hand chiseling rows and rows of file teeth evenly in a piece of steel - was considered at best semi-skilled work: it requires practice and diligence, but is otherwise very straightforward. Ken noted that cutting smaller files was typically the work of women and children. Cutting larger files, which required a lot more strength, was done by men.
After tooth cutting, all that was left was hardening the file. File hardening often entailed straightening the file if it had warped during hardening, and avoiding damaging or burning off the teeth during the hardening process. It was considered highly skilled work. Finally, the files would be packed in dozens and then sent to retailers all over the world.
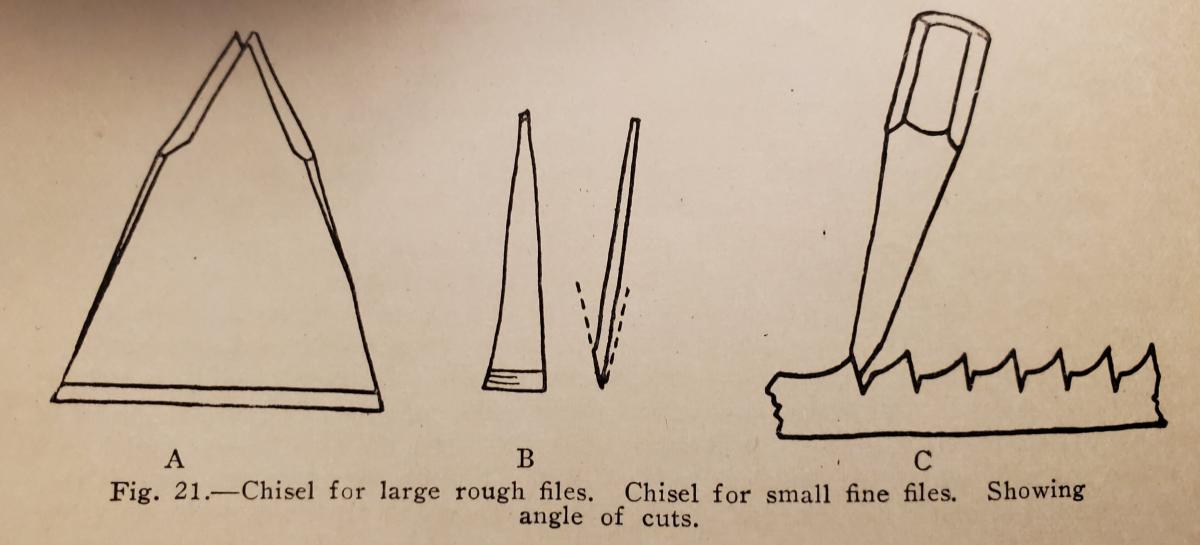
Drawing of the chisels used in filemaking and how the steel is upset. Disston, "The File in History" 1922
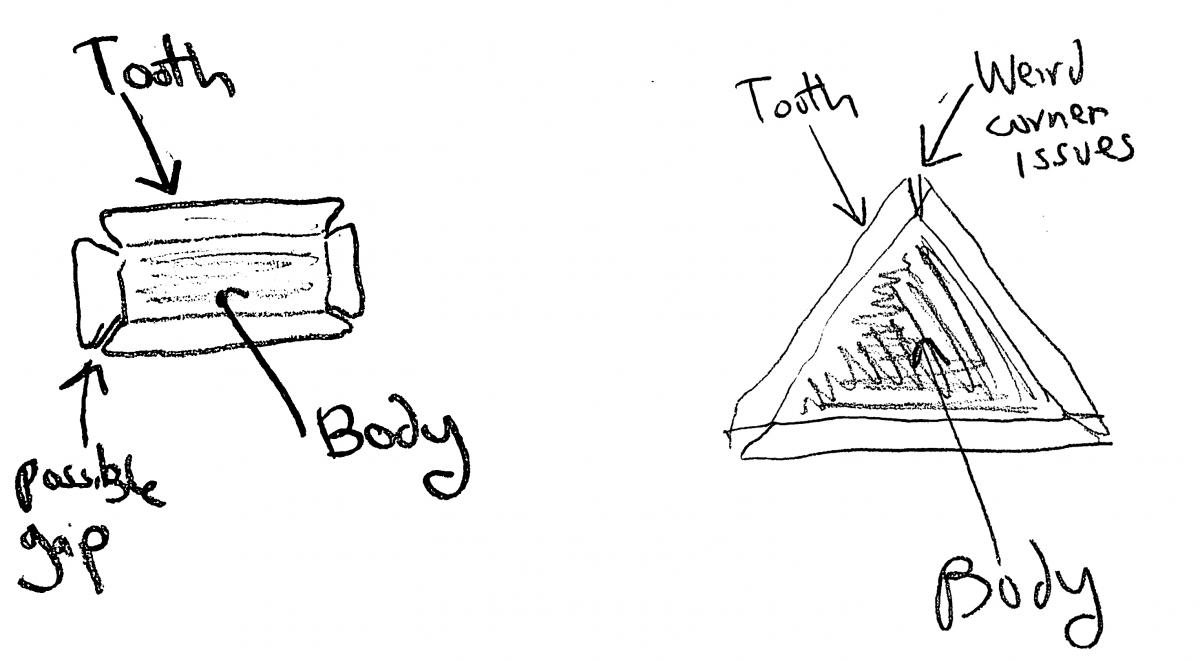
But this process is actually a bit more complicated. When you cut a file, what you are actually doing is striking down with a chisel, which upsets the steel and raises a tooth. The steel is upset from the file blank body. The video below shows the process. Figure 21C above shows how the tooth is created by upsetting and digging out steel from the file body. On a simple square file, you would end up with teeth all around (unless you are not toothing a side to create a safe edge). As you cut a tooth, the steel is not only raised -- it is also spread out a little, so the final tooth is a little wider than the body. I think my sketch below is a little exaggerated. What this means in practice is that the teeth in the corner are weak; there isn't perfect coverage; and the file probably won't cut well in the corner.
By staggering the teeth on square files, you can cause the the lateral spread on the teeth to cover the gap so that the file cuts correctly. The smaller the file, the harder it is to do this. The simple solution for this problem is in most regular, rectangular files is having only the faces be toothed. Their sides, if they are toothed at all, have a simple straight-across pattern of fairly coarse teeth.
A rough sketch showing how the teeth of a file spread out after cutting
On triangular files, this solution doesn't really work because we need the file - especially in the case of a saw file - to cut in the corners, known as arrises, where two planes meet. If the file is truly triangular, you have a sharp corner there. Unless the teeth are perfectly offset, they will collide and crack each other. If the teeth aren't deep enough, the corners won't cut at all. In a lot of applications, this doesn't matter much, but for many engineering applications and for saw sharpening (or any triangular cavity) you need the file to cut at the arris. In the case of saw sharpening, the commercial problem in the 19th century was that a handsaw in professional use needed resharpening every couple of days. Saw sharpening was notoriously poorly paid work but carpenters needed to sharpen them inexpensively. So the cost of files for a saw sharpener made a big difference. Expensive three square files worked well but because the teeth needed careful aligning and cutting, they were relatively expensive. In the late 18th century Peter Stubs became the largest file maker in England and his saw files took over the entire market. My theory, which I have been unable to confirm, is that by realizing that cheap saw files would sell like hot cakes (whatever hot cakes actually are) he, or one of his contemporaries, solved the arris problem.
The solution I'll attribute to Stubs was to put a flat on the arris and tooth the arris straight across like a mill file. The arris will now cut, although not as well as the rest of the file, but at least you don't have fragile teeth. The trade-off is that the file won't cut a sharp triangular gullet, but rather work more like a partial triangle with a flat on the bottom. But such a file is much easier to manufacture, especially by hand, so you have a much cheaper alternative to a regular three square file in which every effort is made to minimize the width of the arris.
It turns out for regular hand saws, the teeth are far enough apart so a wide gullet isn't that big a deal. It is a big deal, however, on fine saws in which a flat gullet takes up space for saw dust, and slows the sawing.
Saw files differ from three square files in that (for a given size) the arrises are slightly wider and are more toothed coarsely and cut straight across. Saw Files also differ from most three square files in that the latter are double cut and are toothed twice at and angle creating a criss-cross of smooth cutting teeth. Saw files are almost always single cut, with a single toothing path, which is a lot less expensive. Because saw files are single cut, and have wider arrises, the teeth at the arris are stronger and saw files last a little longer than three square files. Three square files are still available for machinists, but have largely disappeared for other uses. For really fine saws that need a proportionality small gullet, needle files do the trick. They are also pretty expensive.
Flash forward to the 21st century. File cutting and hardening is all over the map. We settled on Corradi files because they seem to know what they are doing. As we sharpen all our Gramercy Tool saws in-house, we have serious experience with both new production files and new old stock that we use for comparison. We have tested and rejected all sorts of other brands, usually because they just aren't as good as Corradi, but also because marginal differences in price and availability concerns come into play. But it is surprising how many companies make file-shaped objects that aren't very straight, aren't hardened correctly, have teeth dull and/or bend because they are too soft. The prize winner for the worst files we have every seen was a set of samples from a company in China: the teeth of the file broke off on their first pass over a saw.
In the close-up of the three files above, the one on the left is a 6" slim saw file. The arrises on it are wider and the tooth coverage less crisp than the file in the middle. The latter is a 150mm (6") 2nd (double) cut three square file. It has smaller arrises and finer teeth, and the arries have more uniform skew cut teeth. The 4 1/2" extra slim file on the right has a narrower arris than either file, but the file itself is coarser and shorter, which means it cuts slower and less smoothly, especially on thin saw blades. If you look closely, the teeth on the arrise of the 4 1/2" file aren't as smooth or as regular as the 3 square in the middle. All these files work well and are from a top manufacturer (Corradi). The three square costs twice as much as the saw file. We use them on our BT&C Hardware Store Saw and Gramercy Tools carcase saws because they're faster and we get a smoother finish on the teeth. Also the Hardware Store Saw has teeth are really too big for the 4 1/2" file.
The three files magnified above. You can really see the difference between the Three Square in the middle and the 6" slim.
File hammers in our collection
Join the conversation
06/05/2020 Chris Herald
That was one of the most interesting and pleasing videos related to tools that I have ever watched. Thanks!!






 Joel's Blog
Joel's Blog Built-It Blog
Built-It Blog Video Roundup
Video Roundup Classes & Events
Classes & Events Work Magazine
Work Magazine