We need flatness at the edge so that the back will be an accurate reference for grinding. If the back isn't flat when we hollow grind, we would hit the edge at different points and not have a straight ground edge.
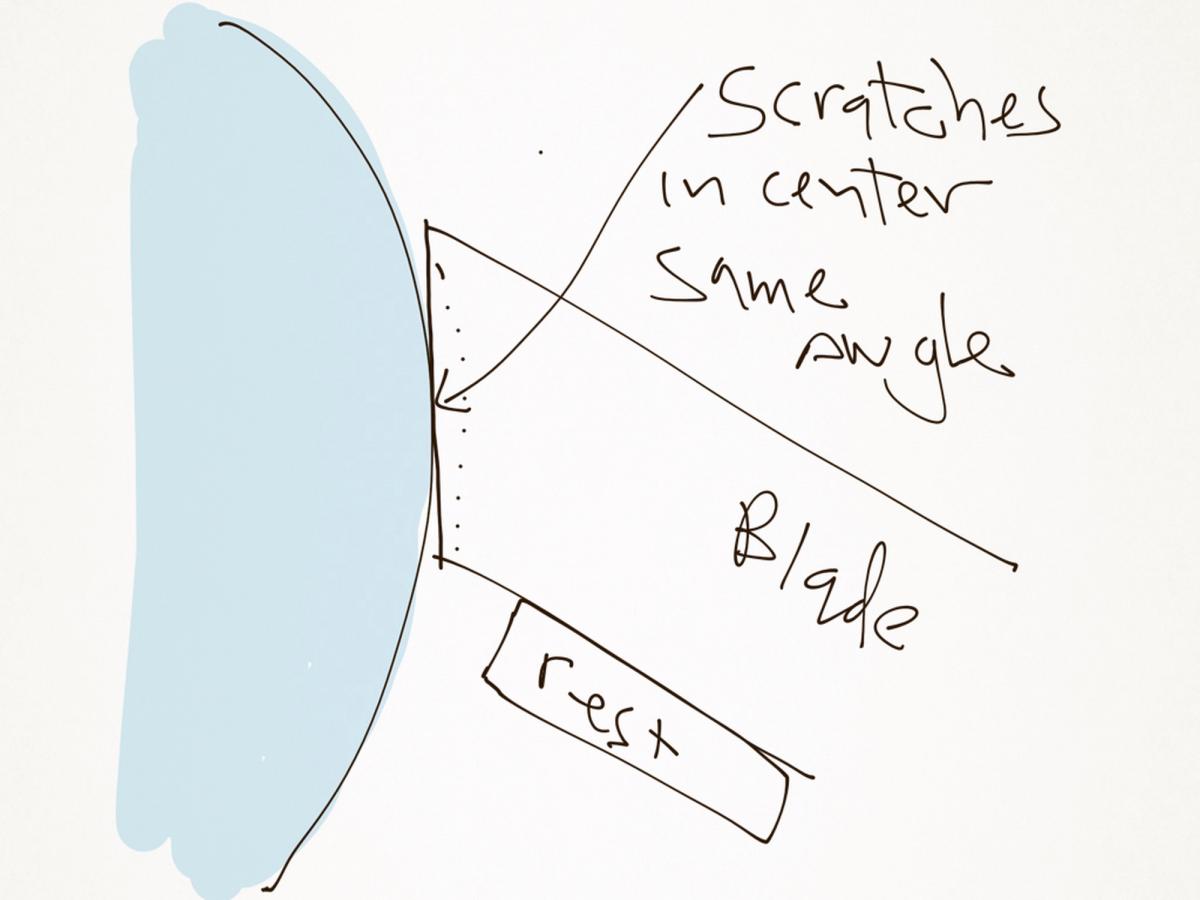
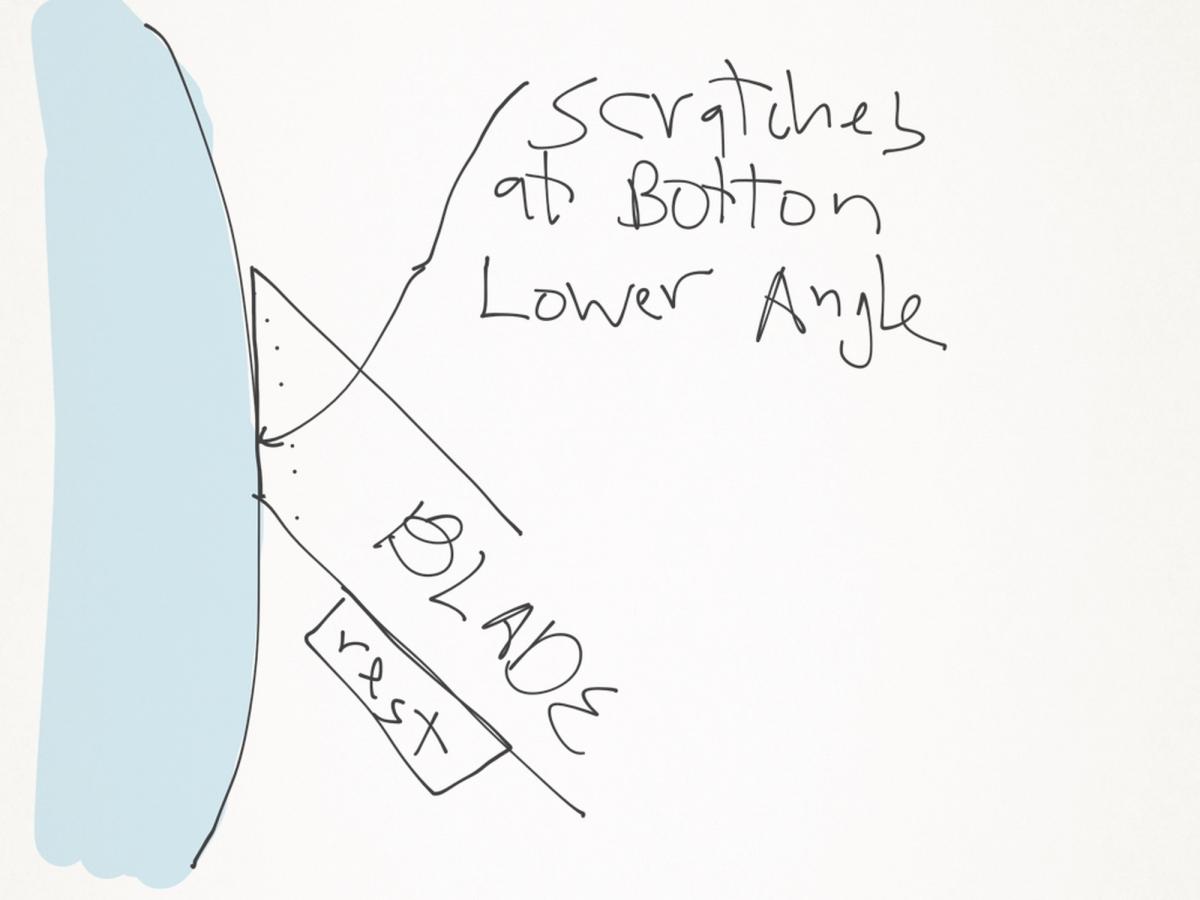
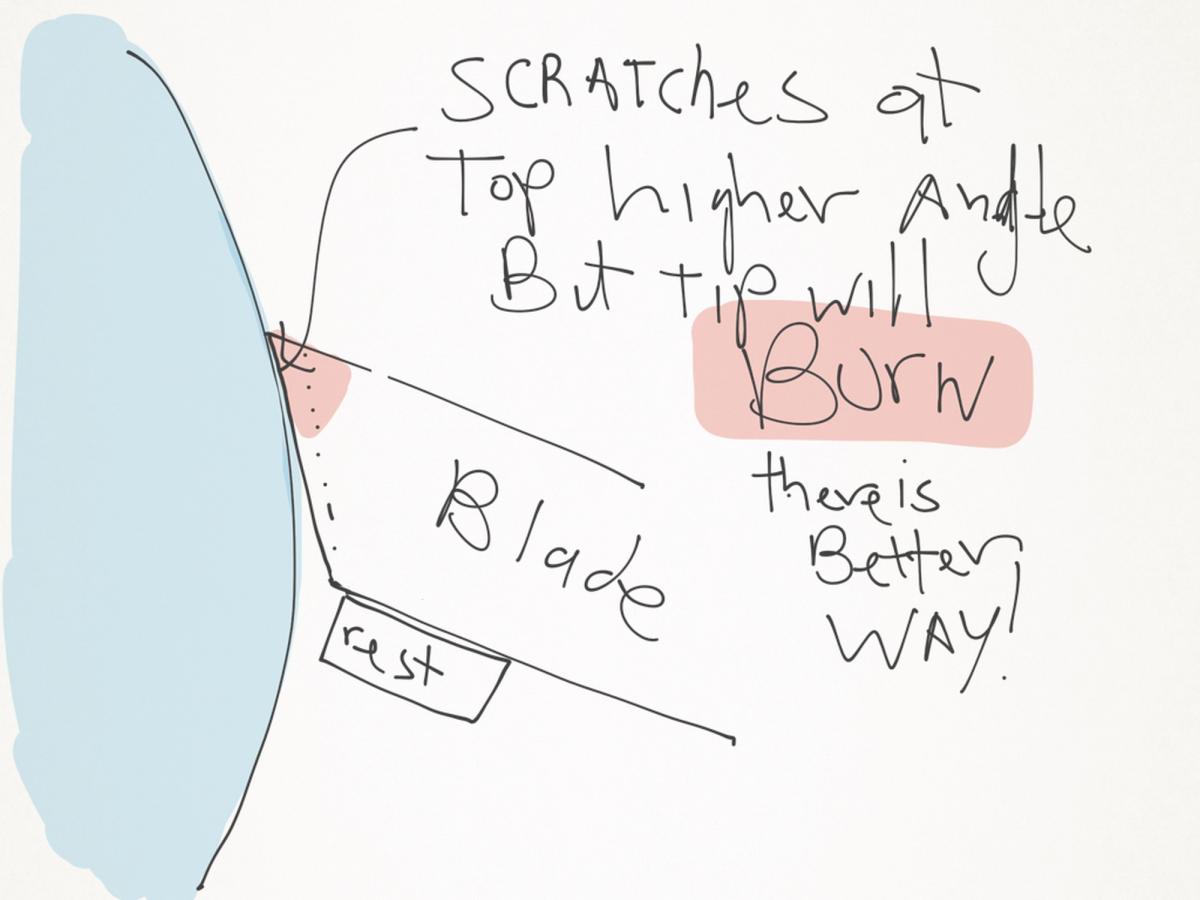
Next, we have to set the rest at the right angle. In general, I don't try to measure the angle; I try to maintain the current primary angle of the tool. Put the tool flat on the rest and rub it back and forth against the wheel of a grinder that is turned off. Rub it a few times to establish where you are making contact. A sharpie applied to the bevel will make the scratches more prominent. If the scratches are in the center of the bevel, then you are simply maintaining the current angle of the chisel. If the scratches are past the center towards the body of the chisel, you are increasing the grind angle. If you find yourself with scratches forward of the center, you will be shortening the bevel angle. This latter condition is bad for two reasons. One: you rarely need to shorten a bevel angle. Two: even worse, when you grind, you will hit the fragile thin tip of the chisel before you touch the back bevel, resulting in an uneven grind. And if you continue grinding at the tip, you will most certainly burn the steel. There is a simple technique for shortening the bevel without danger, but we will save that for next time when we discuss repairing damaged chisels.
To get the rest in the right place, I use a mixture of moving it carefully and tapping with a chisel handle. When I think I am done, I will put on my eye protection, make sure all loose clothing and hair is tied away, lower the shields (although for the purposes of clarity in these pictures the shields are retracted), put a large cup of water within arms-reach and get ready to turn on the grinder.
As with wheel dressing, I stand to one side when I turn on the grinder and let it come up to speed. Then, with the chisel on the rest, I touch the bevel to the wheel and then pick up the chisel to look to see where I actually made contact. If I am grinding where I want to be then I will continue, otherwise I will tap the rest to move it slightly, or possibly loosen the rest a very, very tiny amount so that then I can tap it to the right place. Be very careful here. In theory, you will only need at most a minor adjustment but it is easy to slip, especially if you have loosened the rest too much, or are twisting by hand too hard. The rest could turn into the wheel, jamming it, with disastrous results.
With the rest set correctly, I start grinding.
As you can see from the video, I place the chisel firmly on the rest and just going back and forth on against the wheel. Periodically I check to see how far I have gone, and if I neglect one spot or another, I pay more attention to it. In the beginning I concentrate on the center of the tool; as I get further along, I start grinding towards the sides. As I approach the edge, I am trying to work in a uniform way. My finger rests on the back of the chisel, and if it gets warm, I will instantly dunk the tool in a water bath. However with these CBN wheels (or a well dressed, crowned, 3X wheel) I find myself not needing to dunk frequently if at all. Paying attention to what is actually happening is the key here.
I typically grind to a wire edge, but many people don't, and leave a smidgen at the edge. In either case there isn't much to hone away.
In the last picture, you can see a chisel that was ground freehand against a crowned wheel. It probably isn't perfect, but it's pretty close. Any variance in my grinding will be straightened out instantly when I start honing on any flat stone.
Next week we'll show what do to for a damaged chisel or one for which we want a shorter angle. We need to remove a lot of metal without overheating the tip.
N.B. As you can guess from the video, I am new at video making. I'm still learning, but I hope even in this crude way the information is getting across.




 Joel's Blog
Joel's Blog Built-It Blog
Built-It Blog Video Roundup
Video Roundup Classes & Events
Classes & Events Work Magazine
Work Magazine